
ダストコレクターフィルターバッグの漏れを避け、排出量が少ない方法は?
2024-09-27
の製造フィルターバッグステッチにピンホールを作成し、操作中にバグハウスの排出量を増やすリスクを伴うため、漏れ防止する必要があります。漏れを防ぐことで、バグハウスが一貫して低い排出量を達成することが保証されます。別の記事でバグハウスの漏れを検出して対処する方法について説明します。
1フィルターバッグリーク予防措置
1.1ホットの溶融プロセス
ホットメルトは、バリ、ゆるい糸、ピンホール、および伝統的な縫製で発生するその他の問題の問題を解決できますフィルターバッグ、特にバッグのボディのピンホール、効率は従来の縫製の約5倍であり、縫製や強い結合の利点があります。ただし、すべてのフィルターバッグをホットメルトプロセスで縫うことができるわけではありません。通常はシングルレイヤーファイバー、熱可塑性繊維フィルターバッグはホットメルトプロセスで縫うことができます。図1.1は、ホットメルト処理後のフィルターバッグの概略図を示しています。ホットメルトトリートメントの後、フィルターバッグのジョイントにピンホールはなく、ピンホールを通る細かいダストの浸透のリスクはありません。したがって、同じテスト条件下では、ホットメルトフィルターバッグのろ過効率が最も高くなります。
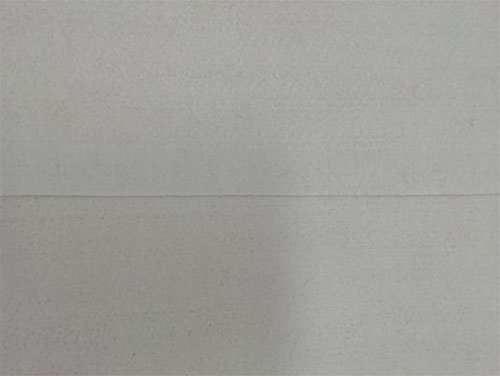
図1.1ホットメルト処理後のフィルターバッグの概略図
1.2コーティングプロセス
ホットメルトの縫製が不可能で、糸縫製が使用される場合、ピンホールは必然的にフィルターバッグに残されています。フィルターバッグの漏れを防ぐために、業界ではコーティングプロセスがよく使用されます。コーティングプロセスは、複雑な煙道ガス条件に適したシーラントの選択から始まります。これは、実験室の評価、生産試験、エンジニアリングの経験という3つのアプローチによって達成されます。適切なシーラントが特定されると、自動バッグコーティング装置が使用され、バッグの縫製糸のピンホールにシーラントの層が塗布されます。これにより、コーティングされた製品表面の安定性と均一性が保証され、ピンホールシーリングが最適化されます。研究により、コーティングされたバッグのろ過効率は、ホットメルトフィルターバッグのろ過効率と類似していることが示されています。
図1.2は、コーティングの前後にバッグのピンホールの概略図を示しています。

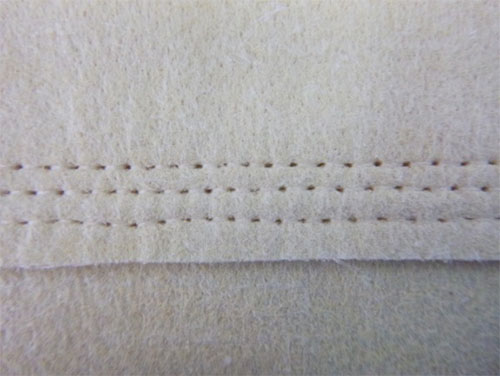
図1.2コーティングの前後のバッグのピンホールの概略図(接着剤の上部図、接着剤のない下図)
1.3Pinholesを密閉するための1.3ptfeテープラミネーションプロセス
漏れを防ぐための追加の方法は、PTFEテープラミネーションプロセスの利用によるピンホールの密閉です。 PTFEテープは耐熱性で化学的に安定した材料であるという事実にもかかわらず、高温積層によって接着されている場合、基板から剥離する可能性がまだあります。 PTFEテープが完全に削除されると、ピンホールに浸透する可能性がまだあります。図1.3に示すように、これは、フィルターバッグPTFEテープでシーリングプロセスに従います。
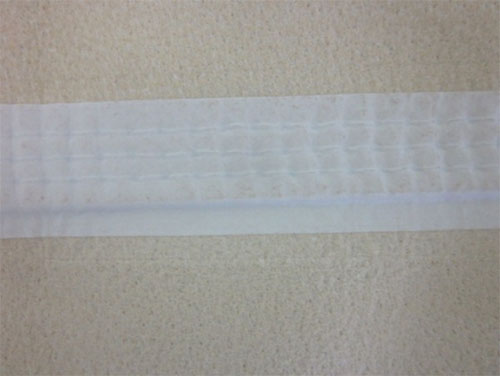
図1.3:PTFEテープを適用した後のフィルターバッグの概略図



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy